دستهبندی: تیپ(TAPERED)
برند: AZ (انوش زم) - سری تخصصی HRC65
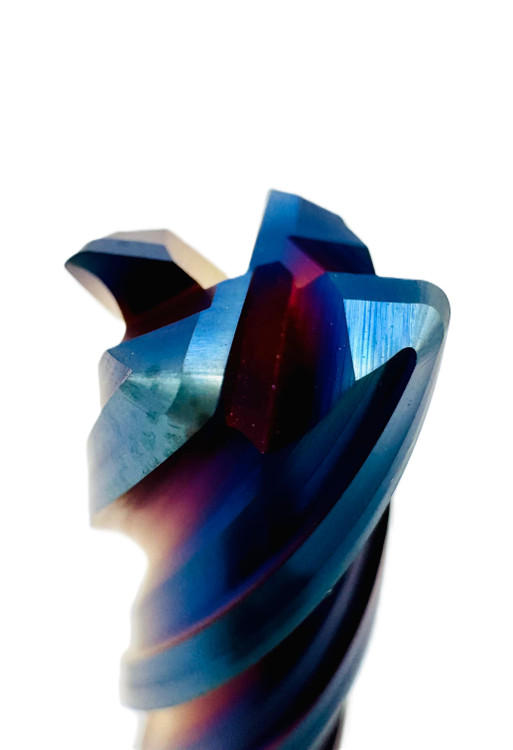
نوع ابزار: فرز انگشتی گوشه گرد / توروس (Corner Radius / Torus End Mill)
کد گرید: HRC65 (مناسب برای فولادهای سخت تا 65 HRC)
جنس پایه: کارباید جامد Micro-Grain (کارباید دانهریز)


برند
AZ (انوش زم) - سری تخصصی HRC65
نوع ابزار
فرز انگشتی گوشه گرد / توروس (Corner Radius / Torus End Mill)
کد گرید
HRC65 (مناسب برای فولادهای سخت تا 65 HRC)
جنس پایه
کارباید جامد Micro-Grain (کارباید دانهریز)
نوع پوشش
نانو آبی یا نانو بنفش (Nano Coating) - پوشش مقاوم در برابر حرارت بالا (مانند AlTiN)
قطر برش
8 mm
تعداد فلوت
4 پر (4T)
شعاع گوشه
R1 (شعاع گردی در گوشه)
کاربرد اصلی
نیمهپرداخت عمیق و پربازده در حفرهها و مناطق با دسترسی فوقالعاده عمیق.
این فرز گوشه گرد با طول بلند 100L و شعاع R1، یک ابزار استراتژیک و مقاوم برای کاهش زمان ماشینکاری در عمیقترین قالبها است.
R1 - حداکثر دوام و استحکام لبه: شعاع R1 در گوشه ابزار، استحکام لبه برش را به میزان قابل توجهی افزایش میدهد. این ویژگی برای کار در طول بلند ($\text{100L}$) و مواد سخت تا 65 HRC، خطر شکست (Chipping) و سایش را به حداقل میرساند و امکان استفاده از نرخهای پیشروی بالا را فراهم میکند.
طول 100L - دسترسی فراعمیق AZ: طول کلی 100 mm، مزیت رقابتی اصلی این فرز است. این طول به اپراتور امکان میدهد تا با حفظ راندمان قطر $\text{8 mm}$، به عمیقترین حفرهها و مناطق دور از دسترس نفوذ کرده و نیمهپرداخت را در مواد سخت انجام دهد.
4 پره (4T) و قطر 8 mm - پایداری نسبی: ترکیب 4 پره و قطر 8 mm، سفتی و پایداری (Rigidity) ابزار را به حداکثر میرساند که برای مقابله با لرزش در طول 100 mm بسیار حیاتی است.
مزیت AZ: "فرز گوشه گرد 8R1 انوش زم با طول 100L، ابزاری با دوام و پایدار برای نیمهپرداخت پربازده در عمیقترین حفرههای HRC65."
| ماده قطعه کار تخصصی | فولاد ابزار سختکاری شده، فولادهای گرمکار/سردکار (مانند D2, H13) و آلیاژهای سختشده تا 65 HRC. |
| کاربرد برش | نیمهپرداخت عمیق (Deep Semi-Finishing) با تمرکز بر سرعت و دوام، و کنتورینگ در مناطق با دسترسی بسیار بلند (100 mm). |
| نقاط قوت | دسترسی فوقالعاده: طول 100 mm برای نفوذ به عمیقترین نقاط قالب حیاتی است. استحکام لبه بالا: شعاع R1 خطر شکست گوشه ابزار را در عمق کاهش میدهد. پایداری مناسب: قطر 8 mm، سفتی خوبی را برای طول 100 mm فراهم میکند. |
| نکات کاربردی (حساسیت بالا) | به دلیل نسبت طول به قطر (L/D Ratio) بسیار بالا، این فرز بسیار حساس به لرزش (Vibration) است. هرچند R1 به دلیل استحکام بیشتر نسبت به R0.5، عملکرد بهتری دارد، اما همچنان استفاده از ابزارگیرهای دقیق (Hydraulic/Shrink-Fit) و تنظیم $\text{Runout}$ در حد صفر برای جلوگیری از شکست و تضمین دقت ضروری است. |